
为什么锂电池涂布会产生虚边?
文章关键词:锂电池发布时间:2026-06-05 09:02:39编辑作者::亿昇达
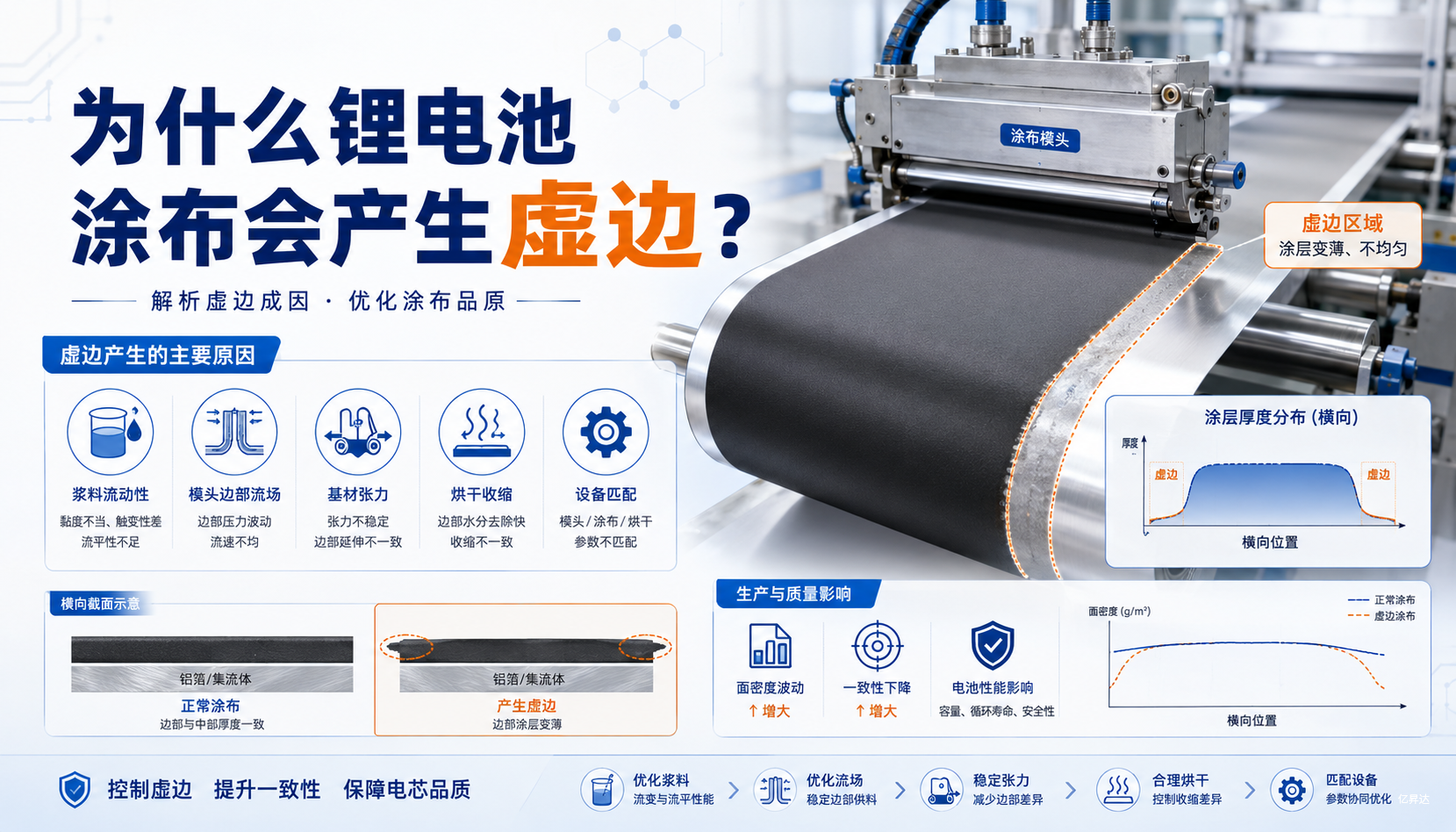
锂电池涂布产生虚边,主要是指极片边缘区域出现涂层变薄、浆料覆盖不足、边缘发虚、厚度不稳定或面密度偏低等现象。虚边看似只是极片边缘问题,但会直接影响电芯容量一致性、极片利用率、卷绕或叠片对齐效果,严重时还可能带来析锂、局部发热和电池性能衰减。造成虚边的原因通常不是单一因素,而是浆料流动性、涂布模头状态、基材张力、涂布间隙、边缘回流、烘干风场和设备精度共同作用的结果。
一、浆料流动性不稳定
锂电池浆料如果黏度过低,边缘容易流动扩散,造成边界不清晰;如果黏度过高,浆料铺展不足,也可能导致边部覆盖不均。
浆料固含量、分散状态、颗粒团聚和静置时间都会影响涂布边缘质量。常见生产中,浆料黏度波动越大,边部厚度越难稳定。
虚边本质上是边缘区域浆料供给和铺展不均衡。所以涂布前要控制搅拌、过滤、脱泡和浆料循环状态。
二、模头边部流场异常
狭缝模头涂布时,浆料通过模头唇口均匀输出。如果模头边部压力不足、唇口间隙不一致或边部垫片设计不合理,就容易出现边缘涂布量偏低。
模头堵塞、磨损、安装平行度偏差,也会让浆料在横向宽度上分布不均,表现为中间正常、边缘发虚。
因此,模头清洁、间隙校准和边部垫片设计,是减少虚边的重要工艺点。
三、基材张力和跑偏影响
铜箔、铝箔在高速走带过程中,如果张力波动较大,基材会出现轻微抖动、起皱或横向偏移,导致边部涂层不稳定。
特别是在薄基材、高速涂布场景下,张力控制精度要求更高。张力过大可能拉伸基材,张力过小则容易飘带和边部不平。
生产中应重点检查放卷、牵引、纠偏和收卷系统,保证极片边缘运行稳定。
四、烘干过程造成边部收缩
涂布后进入烘箱,边缘区域更容易受到热风冲击和溶剂挥发影响。如果风速过大、温度梯度不合理,浆料可能在边部产生迁移或收缩。
烘干过快会让表层先成膜,内部溶剂排出受阻,边缘区域更容易出现厚度不均和涂层发虚。
合理的分段温度、风速和排风设计,可以减少边部涂层缺陷,提高极片一致性。
五、设备精度和工艺匹配
虚边还与涂布速度、涂布间隙、背辊跳动、基材平整度和设备振动有关。速度越高,工艺窗口通常越窄。
如果涂布宽度、浆料流量、基材速度不匹配,就容易造成边缘供料不足或涂层边界不稳定。
企业应通过在线测厚、面密度检测、极片外观检测和后段分容数据追溯,判断虚边是否已经影响电芯一致性。亿昇达等电池检测设备可在电芯分容、老化阶段帮助发现容量异常和一致性问题。
总结来看,锂电池涂布虚边主要来自浆料流变不稳、模头边部流场异常、基材张力波动、烘干收缩和设备工艺匹配不足。解决虚边不能只调一个参数,而要从浆料、模头、张力、烘干和检测体系整体优化,才能提升极片质量和电芯一致性。
标题:为什么锂电池涂布会产生虚边? 地址:https://www.btsest.com/hangye/705.html












 产品详情咨询
产品详情咨询 抖音关注
抖音关注