
锂离子电池极片辊压方式有什么?哪个比较好?
文章关键词:锂电池发布时间:2026-06-25 09:10:15编辑作者::亿昇达
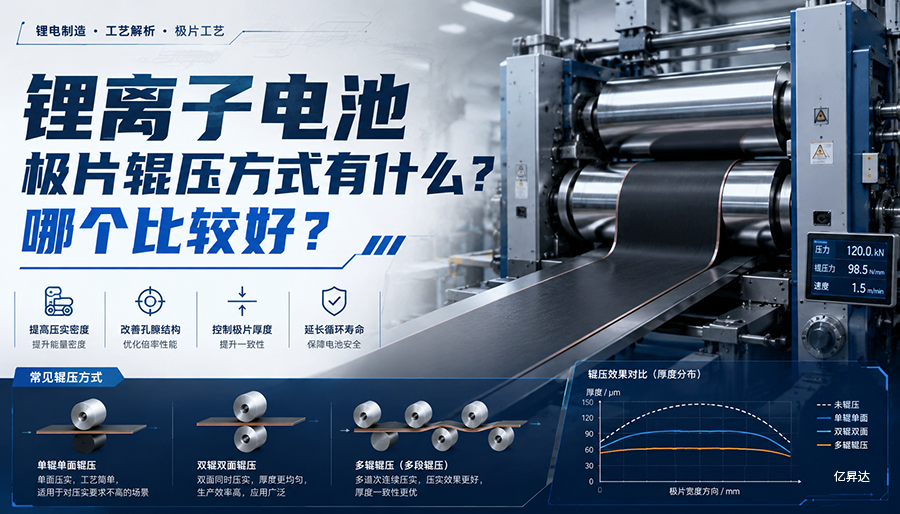
锂离子电池极片辊压,是指将涂布烘干后的正负极片通过辊压设备压实,使极片达到目标厚度、压实密度、孔隙率和平整度。辊压质量会直接影响电池容量、内阻、浸润效果、倍率性能、循环寿命和安全性。常见辊压方式包括冷辊压、热辊压、一次辊压、多次辊压、连续辊压和分段辊压等。至于哪种方式更好,不能简单回答固定一种,而要看材料体系、极片厚度、压实密度要求、生产效率和电池应用场景。高能量密度电池更关注压实密度,高倍率和长寿命电池则更要兼顾孔隙结构和电解液浸润。
一、冷辊压是常见基础方式
冷辊压是在常温条件下对极片进行压实,是锂离子电池生产中较常见的辊压方式之一。
它的优点是设备结构相对成熟,工艺控制直接,适合多数常规正负极极片生产。通过调节辊缝、压力、速度和张力,可以控制极片厚度和压实密度。
冷辊压适合常规工艺,但对高压实、高厚度或特殊材料极片,可能需要更精细的工艺优化。
二、热辊压有利于改善压实效果
热辊压是在辊压过程中对辊筒或极片进行加热,使粘结剂和极片结构处于更适合压实的状态。
热辊压有助于降低极片回弹,改善压实均匀性,提高极片密度稳定性,适合部分高压实密度或厚电极工艺。
但热辊压也要控制温度,温度过高可能影响粘结剂状态、极片结构和后续电解液浸润。因此,热辊压不是简单“越热越好”。
三、一次辊压效率高,但窗口较窄
一次辊压是通过一次压实达到目标厚度,优点是效率高、工艺流程短,适合极片条件稳定、压实要求不极端的产品。
但如果一次压下量过大,容易造成极片开裂、掉粉、波浪边、厚度不均或集流体变形。
对于较厚极片、高面密度极片或脆性较高材料,一次辊压风险更大,需要谨慎设置压力和辊缝。
四、多次辊压更适合高要求极片
多次辊压是通过两次或多次逐步压实极片,降低单次压下量,让极片结构更稳定地达到目标厚度。
它的优点是压实更温和,厚度一致性更好,减少极片开裂和掉粉风险,适合高面密度、高压实密度或对一致性要求较高的电池。
缺点是工艺时间更长,设备节拍和生产效率会受到影响。因此,多次辊压更适合性能优先的产品,而不是所有产品都必须采用。
五、连续辊压适合规模化生产
连续辊压是极片在连续走带状态下完成压实,适合大规模锂离子电池生产线,效率高、自动化程度好。
连续辊压需要稳定的张力控制、纠偏系统、辊缝控制和在线测厚反馈。任何张力波动、极片跑偏或辊面异常,都可能导致批量厚度波动。
因此,连续辊压看似是常规工序,实际对设备精度和过程控制要求很高。
六、分段辊压适合特殊极片设计
分段辊压或差异化辊压,常用于对局部厚度、极耳区域、边缘区域或特殊结构极片进行更精细控制。
它可以减少局部应力集中,改善极片边缘质量和后续卷绕、叠片适配性。
这类方式更适合高端电池、特殊结构电池或对极片变形要求严格的产品,但设备和工艺复杂度也更高。
七、哪种辊压方式更好?
如果是常规容量型电芯,冷辊压加连续辊压通常已经能满足效率和质量要求;如果追求高压实密度和高能量密度,可以考虑热辊压或多次辊压;如果是高倍率、长循环电池,则不能只追求压实密度,还要保留合理孔隙率,保证电解液浸润和离子传输。
最好的辊压方式,不是压力最大、密度最高,而是极片厚度稳定、压实合理、孔隙结构适合、电解液浸润充分、后续电芯性能稳定。
因此,判断辊压方案好不好,最终要看电芯容量、内阻、倍率、循环寿命、温升、自放电和安全测试结果,而不是只看极片厚度数据。
八、辊压后检测决定质量闭环
辊压完成后,应检测极片厚度、面密度、压实密度、延展率、毛刺、掉粉、裂纹和外观缺陷。
进入电芯制造后,还要通过化成、分容、老化、内阻、自放电和循环测试验证辊压工艺是否稳定。
亿昇达等电池检测设备,可在电芯后段分容、老化和容量测试中帮助企业发现由极片辊压异常导致的容量偏差、内阻偏高和循环性能不稳定问题。
总结来看,锂离子电池极片辊压方式主要包括冷辊压、热辊压、一次辊压、多次辊压、连续辊压和分段辊压。哪种更好,要看电池定位:常规产品重效率,高能量密度产品重压实,高倍率和长寿命产品重孔隙结构和浸润平衡。真正优秀的辊压工艺,是让极片性能、生产效率和电芯长期稳定性同时达到平衡。
标题:锂离子电池极片辊压方式有什么?哪个比较好? 地址:https://www.btsest.com/hangye/749.html











 产品详情咨询
产品详情咨询 抖音关注
抖音关注